今回はJIS B 0101のねじ用語より、(2)ねじ部品(a)一般のうち「ねじ部」について考察したいと思います。
ねじ部品には必ずねじ部があります。「ねじ部」とは「ねじ部品のおねじ又はめねじの部分」です。さらに「完全ねじ部」と「不完全ねじ部」という用語があります。完全ねじ部は「山の頂と谷底の形状が両方とも完全な山形となっているねじ部」のことです。不完全ねじ部とは写真3のように、「ねじの加工工具の面取り部又は食い付き部などによって作られた山形が不完全なねじ部」のことです。
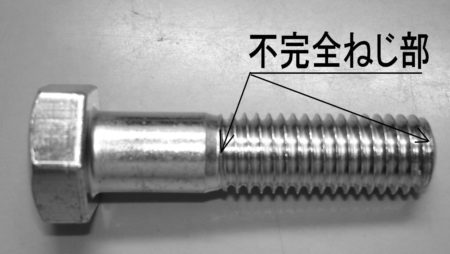 |
| 写真3 六角ボルトの不完全ねじ部 |
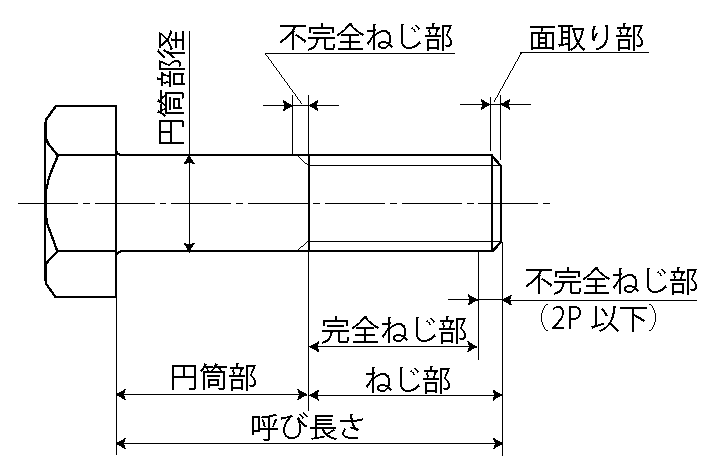
円筒部を持つおねじ部品(六角ボルト半ねじ等)は、図2のように、円筒部と完全ねじ部との境界部及びねじ先端部に、不完全ねじ部が生じます。一方、全ねじ(円筒部がないおねじ部品)は図3のように首下部及びねじ先端部に不完全ねじ部が生じます。
 |
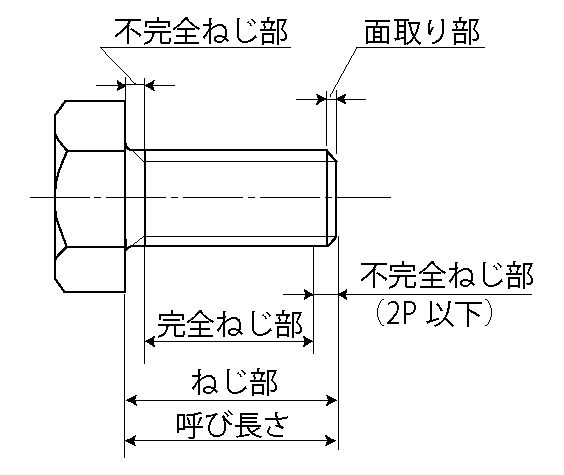 |
| 図2 六角ボルト(半ねじ) | 図3 六角ボルト(全ねじ) |
JISによると円筒部を持つおねじの場合、ねじ部は完全ねじ部と先端の不完全ねじ部を含めた部分で、円筒部と完全ねじ部の境界の不完全ねじ部はねじ部と言わず、円筒部の一部に含まれます。一方、全ねじの場合は首下部と先端部の不完全ねじ部がねじ部になるそうです。ややこしいですね。
ところで、ねじを切るための工具で昔から使用されているものに、ダイス(おねじ用)とタップ(めねじ用)があります。以下ではダイスとタップそれぞれでねじ切りを行った場合に如何にして不完全ねじ部が生じるのかを見ていきます。
まずはおねじです。ダイスの構造は図4のように円柱の中心部に切れ刃がついており、両端面には食付き部があります。おねじは食付き部の切れ刃で段階的に切りあげられていきますので、ねじ切り終了時点で食付き部のねじ山が不完全ねじ部となります。
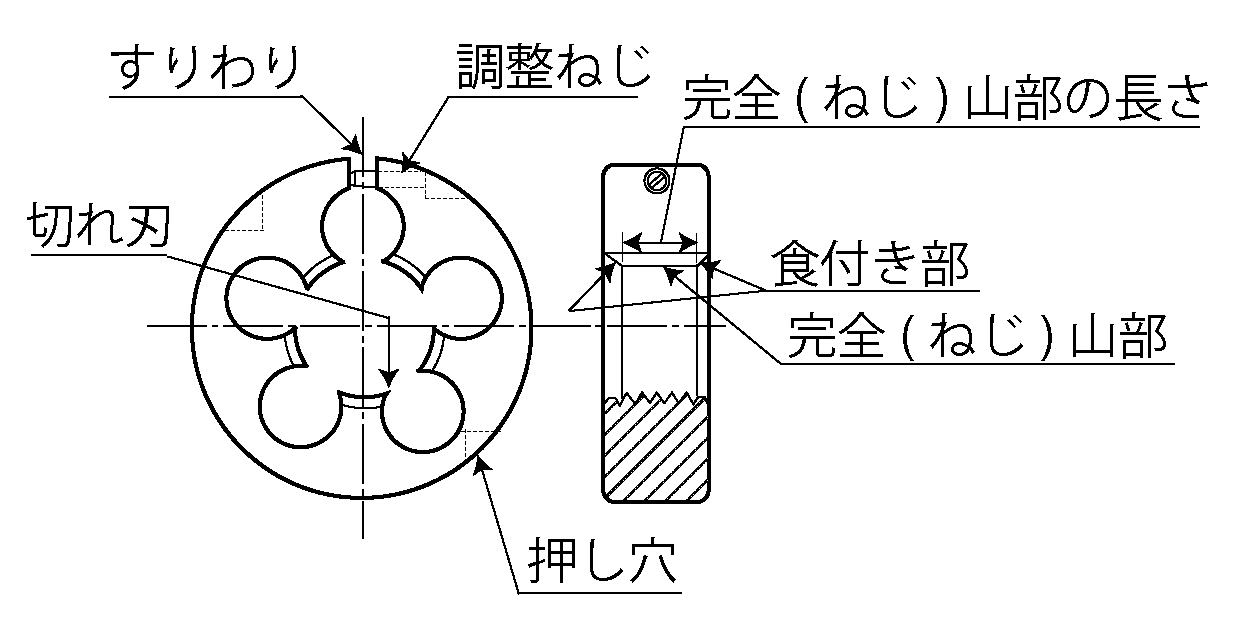 |
| 図4 ダイスの構造 |
次にめねじです。タップの構造は図5のように円柱の周囲に切れ刃が付いていて、先端に食付き部があります。めねじは食付き部の切れ刃で段階的に切り上げられていきます。このとき通り穴と止り穴(※3)によって状況が異なります。通り穴にめねじを切る場合には下穴全体にタップの完全ねじ山部を通すことができるので、図6のようにねじ部すべてが完全ねじ部となるねじが実現可能です。しかしながら、製造時のタップの食付きやバリの発生、さらに使用時のおねじとの食付きを考えると図7のように端面の両入口部に面取り部を設けることが一般的です。このときめねじの両端の入口部が不完全ねじ部となります。
(※3)JIS B 0176によると「通り穴」とは「貫通しているねじ穴」のことで、「止り穴」とは「行き止まりのねじ穴」のことです。
 |
| 図5 タップの構造 |
 |
 |
| 図6 めねじ通り穴 | 図7 めねじ通り穴の不完全ねじ部 |
止り穴にねじを切る場合には、タップを貫通させることができないため、ねじ切り終了時点でタップ食付き部に不完全ねじ部が生じます(図8)。
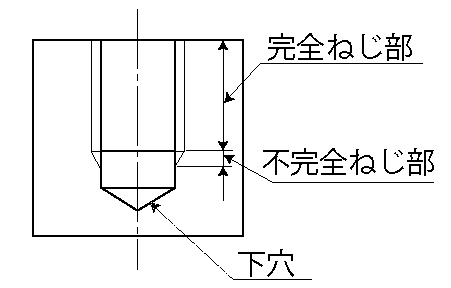 |
| 図8 めねじ止り穴 |
不完全ねじ部を小さくしたい場合にはハンドタップを使用した下記のような方法があります。JIS B 0176ではハンドタップの食付き部の長さ(山数)の違いで3種類を規定しています。すなわち図9のように(a)先タップ(山数7~10)、(b)中タップ(山数3~5)、(c)上げタップ(山数1~3)です。
ハンドタップで止り穴にめねじを切る場合には、ドリルで下穴をあけた後、まず下穴に食付きやすい先タップでめねじを切ります。この後、上げタップを先ほど切っためねじに挿入して奥の不完全ねじ部を切り進むと不完全ねじ部を1~3山とすることができます。
余談ですが、図8の突き当たり部の三角形はタップ下穴の先端部で、タップの折損を防ぐため、下穴深さは完全ねじ部+不完全ねじ部の長さよりもさらに余裕をもって深くあけておく必要があります。
 |
| 図9 ハンドタップの食付き部 |
