ねじ締付け部をフラットに仕上げたいときに使用する前述のスリムヘッドスクリュー。頭の出っ張りを最小限に抑え、かつデザイン性もあり、最近では注目されているねじです。
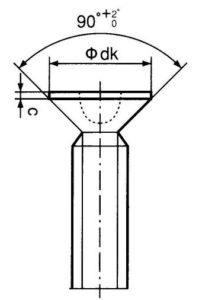
ところで、一般のねじで頭の出っ張りを避ける場合、頭の高さだけ円筒状に窪みを作り、頭を沈めます。これを座ぐりと呼びます。皿小ねじ(図1)の場合には皿もみと呼んでいます。
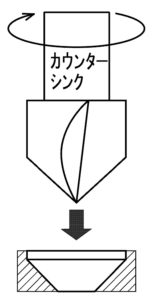
皿もみは、皿頭を沈めるために設けた、図2のように90度の円錐上の窪みのことです。窪みを作るためには、先端が90度のカウンターシンクという刃物で切削加工します。一般のストレートドリルは先端角が118度ですので、皿もみには不向きです。皿もみは切削以外に、プレスで行う方法もあります。
 |
 |
| 図1 皿小ねじ | 図2 皿もみの方法 |
ところで、薄い板金への皿もみは、以下の理由から、注意深く行う必要があります。図3(1)のように母材に板金を固定したい場合には、皿頭の高さよりも板金の厚みが厚くなければなりません。また、板厚が薄いと、皿もみが浅くなりがちで、この場合、図3(2)のように頭が出っ張ってしまいます。逆に頭の出っ張りをなくそうとして、皿もみを深くすると首下がはみ出して、図3(3)のように母材に接触し、板金が浮いてしっかりと固定できません。
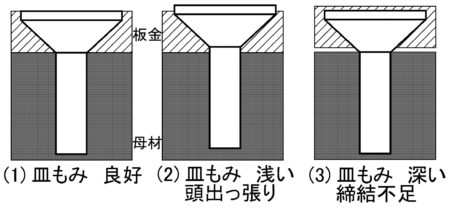 |
| 図3 皿もみの深さによる不具合 |
皿頭の高さにも注意が必要で、六角穴付き皿ボルトは、JISやSSSのように複数の規格があり、それぞれ皿頭の高さが異なります。これらのねじが混在すると、締め付けたとき頭の出方が異なり、外観が悪くなりますので、使用するねじの規格を統一する必要があります。
ちなみに、JISでは、座面を平らにするために、鋳造品の表面を少し削り取ることを「ざぐり」と規定しています。JIS B 0001によると、六角穴付きボルトの頭を沈める深めの円筒状の窪みを深ざぐり(穴)、前述の皿もみはざぐりの一種で皿ざぐり(穴)とそれぞれ呼んでいます。