前回はねじを切るためのタップ、ダイスのお話をいたしました。JIS B 0176では「ねじ加工工具」をタップ、ねじ切りダイス、チェーザ、ねじ転造ダイスに区分しています。タップ以外は基本的におねじを切る工具です。
一般にダイスはねじ切りダイスを指すことが多いですが、ねじの量産に使用されるねじ転造ダイスもダイスの一種です。
JISでは、ねじ転造ダイスは丸ダイス、平ダイス、セグメントダイスに分類しています。ねじ転造丸ダイス(写真1)は2個一組で使用し、図1のようにブランク(材料)を挟み込み塑性変形させておねじを製造します。
 |
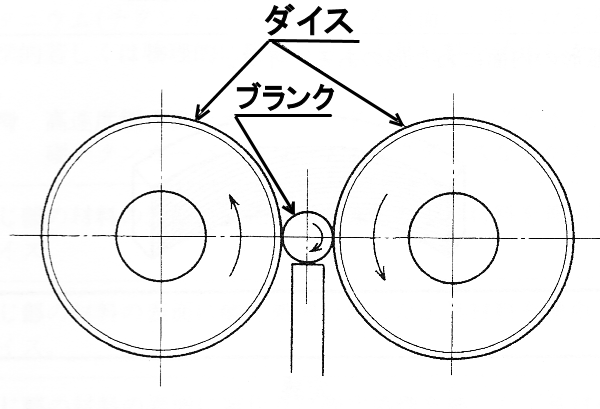 |
| 写真1 ねじ転造丸ダイス(OSG製) | 図1 ねじ転造丸ダイスの設置図 |
チェーザ(写真3)は複数個をダイヘッドに取付けておねじを切るための刃物です。水道配管用パイプのねじを切るパイプマシン(写真2)でよく使用されていますが、一般ねじ用のチェーザ(写真4)は最近では入手困難で、ほとんどお目にかかりません。
 |
 |
| 写真2 パイプマシン(MCC製) | 写真3 パイプマシン用チェーザ(MCC製) |
 |
| 写真4 一般ねじ用チェーザとダイヘッド |
ねじ切りダイス(以下ダイス)は手作業あるいは、簡単な工作機械でおねじが切れるため昔から広く使用されています。
弊社において、タップとダイスの使用頻度をみると、めねじを切るタップはよく使用するのですが、おねじを切るダイスはタップに比べそれほど使用頻度は高くない状況です。
ダイスの使用頻度が低い理由を以下に箇条書きにしてみました(筆者の推測です)。
1.機械部品は市販のねじを使用することを前提にして設計することが多いため、わざわざおねじ部品を作る必要がない。
2.おねじを切る場合にはねじ切りバイトとNC旋盤を使用することができ、様々な呼び径、ピッチのねじを製造できる。
3.軸に対してダイスが斜めに食付くとねじ山が傾斜、変形してしまうため、使いこなすには十分な経験が必要であり、ねじの精度を要求される場合には使いづらい。
4.転造による塑性加工でおねじを製造すると、ねじ山が滑らかな美しい仕上がりとなるが、ダイスでねじを切るとねじ山表面がむしれることがある。
以上ダイスには申し訳ないですが、欠点ばかり挙げてしまいました。 しかしながら、ダイスは欠点だけでなく、手軽におねじを切ることができるのが大きな特長です。また、カム式自動旋盤にダイスを取付けて、小径のねじ切りを行う等、今でも活躍の場があるようです。
JIS B 0176-2によるとねじ切りダイスは用途により丸ダイス、角ダイス、六角ダイス等があります。このうち良く見かけるものは、丸ダイスです。丸ダイスはさらにアジャスタブル丸ダイス(写真5)とソリッド丸ダイス(写真6)に分類されます。国内においてはダイスといえばアジャスタブル丸ダイスが主流ですが、海外ではソリッド丸ダイスが主流だそうです。
 |
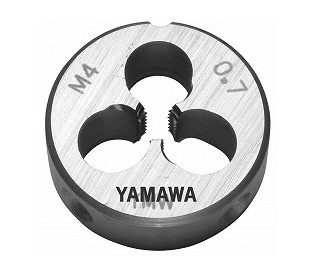 |
| 写真5 アジャスタブル丸ダイス | 写真6 ソリッド丸ダイス |
アジャスタブル丸ダイスは「調整ねじ付き(図2)」と「調整ねじなし」があり、附属の調整ねじあるいは、ホルダのねじ又はくさびで寸法調整ができます。一方、ソリッド丸ダイスは寸法調整できません。 弊社の手許にあるダイスのほとんどすべてがアジャスタブル丸ダイスですが、筆者個人的には調整ねじで寸法を調整した経験があまりなく、特にアジャスタブルである必要がないような気がします。
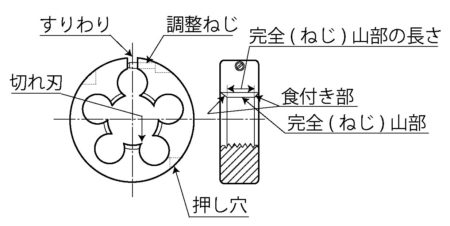 |
| 図2 調整ねじ付きアジャスタブル丸ダイスの構造 |
このようにJISでは様々なタイプのタップ、ダイス、チェーザが規格化されていますが、実際にそれが製造され、流通しているとは限りません。
最近、国内メーカーからアジャスタブル丸ダイスの製造を取り止め、ソリッド丸ダイスのみを製造する旨の通達がありました。ねじ切りダイスの製造は手間がかかるわりに採算が合わないようです。日頃あまり使わなくなったねじ切りダイスですが、世の中から消えてしまうと、ちょっとしたねじ切りが手軽にできなくなりますので、そうならぬようにメーカーの方々にはぜひ頑張っていただきたいと思います。
