前記事のような特殊形状の六角穴付きボルトの製作では、市販の六角穴付きボルトの追加工で対応する場合もありますが、素材から製作する場合は、六角穴の加工がポイントとなります。
一般に量産されている六角穴付きボルトの場合にはヘッダーという機械で、材料に強い圧力をかけて、数回の工程で頭部、六角穴や全体の形状を成形します。写真8はヘッダー工程の仕掛品です。写真8の工程の後に、頭部や六角穴の成形を同時に行い、写真9の仕掛品となります。ちなみに、写真9の後、転造盤によるねじ加工が行われ、その後、熱処理をして完成します。
 |
 |
| 写真8 量産品の六角穴付きボルト仕掛品1 | 写真9 量産品の六角穴付きボルト仕掛品2 |
ロット数が多いときにはヘッダーで製造すると安く仕上がりますが、ロット数が少ないときには、通常、1.六角矢打ちか、2.六角穴ツールで加工します。
1の六角矢打ちは、予め六角穴の対辺と同等サイズの丸穴をあけた後、六角の矢でプレスして、丸穴の角を一気に穴の奥に押しつぶします。
2の方法は1と同様に丸穴をあけた後、六角穴ツール(写真10)を取付けた専用ホルダー(写真11)を旋盤あるいはフライス盤に取り付けて、すりこぎ運動により、角を少しづつ奥へ押しつぶしていきます。
 |
 |
| 写真10 六角穴ツール | 写真11 六角穴ツールを取り付けたホルダーを旋盤に設置 |
加工時間は、1の方法が短時間で完成するので、中ロットに向いています。2の方法は10秒~数十秒かかり、小ロット向きと考えます。
六角穴の仕上がりはヘッダーによる量産品が良好なのに対し、上記1、2の方法では、図3(b)のように穴の奥に切り屑が残るため、都合が悪い場合は、六角穴の加工後に除去する必要があります。また穴の奥に切り屑を押し込むため、下穴を六角穴よりも深くあける必要があり、ヘッダーによる量産品に比べて、首下の肉厚が薄く、引張強度が小さくなる傾向にあります。
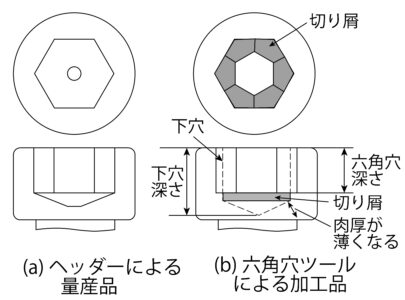 |
| 図3 ヘッダーによる量産品と六角穴ツールによる加工品 |
