前回はタップの下穴についてご紹介しましたが、今回は、タップによるねじ切りについて説明をしたいと思います。
タップというのは写真6のような、めねじを切るための刃物です。タップは様々な種類があり、主な種類は本誌第137号で紹介しています。
 |
| 写真6 ハンドタップ |
タップは図1のように、食付き部に付けられた、切れ刃によってめねじを切ります。
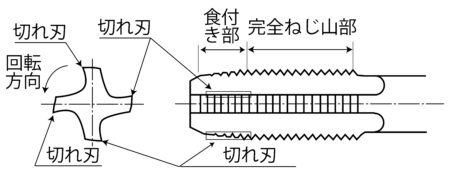 |
| 図1 タップの構造 |
タップでの手作業によるねじ切りは、図2のような順序で行います。
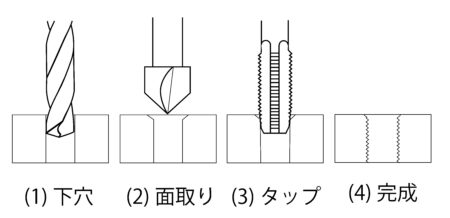 |
| 図2 タップによるねじ切り |
1.タップのサイズにより決められた径のドリルで下穴をあける。一般的に、ドリルの位置がずれないように、前もってセンターポンチで窪みを作りますが、結構難しい作業です。
2.タップの食付きをよくするのと、ねじ切り後のねじ入口の面取りを兼ねて、面取りカッターによって面取りを行う。
3.タップを下穴にあてがい、回転させながら、下穴に垂直にねじ込んでいく(こつが必要で、結構難しい作業です)。言うまでもありませんが、左ねじを切る場合は、左ねじ用のタップを使用し、右ねじとは逆の反時計回りに回転させて切り進めます。また、上記1、2、3の作業では、切削油を塗布して行うことが重要です。
4.切り終えたら、タップを逆回転させて抜くと、めねじが完成する。
上記のような手作業によるねじ切りは、こつが必要で、経験が浅いと、うまくねじ切りができないため、近年ではほとんど行われず、タッピング盤やマシニングセンタ等を使用することが多くなっています。
 |
| 写真7 手作業によるねじ切り |
タッピング盤というのは写真8のようにボール盤にタッピングの機能を追加した機械です。タップを回転させて、切り進めていくと、あらかじめ設定した位置でリミットスイッチが作動し、ボール盤が逆転しタップが抜けるという仕組みです。いわば半自動のねじ切り方法です。
 |
| 写真8 タッピング盤 |
マシニングセンタは写真9のように、複数の切削工具を自動で交換しながら、切削作業が行える、数値演算式の機械で、プログラミングにより刃物の回転数、送り量を任意に設定できます。タップ下穴、面取り、タップによるねじ切り等の一連の作業が自動で行えます。
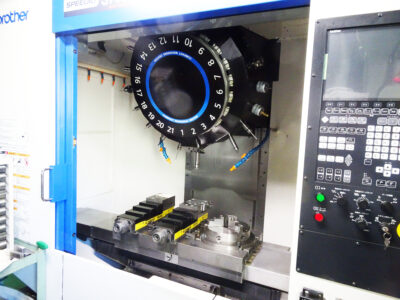 |
| 写真9 マシニングセンタ |
ちなみに、図1でタップの切れ刃はギザギザ部の全体に付いているのではなく、食付き部のみに付いています。食付き部から右側の完全ねじ山部は、食付き部で切られためねじに沿って案内され、ねじを切り進めていくための自己案内性を保つために必要で、特に手作業やタッピング盤によるねじ切りの場合には、重要な役割をします。その一方で、切削されためねじとタップの完全ねじ部との間の摩擦等により切削性が悪くなるため、高速切削には不向きです。
マシニングセンタ等で完全同期送り機構がついた機械を使用する場合は、1回転当たりの送り量(リード)が設定できますので、タップに自己案内性を持たす必要がありません。このため、めねじとタップ完全ねじ山部との間の逃げを大きくし、摩擦を低減することで、ねじ切りの高速化が実現できる高速用タップが市販されています。
